A menetformázás forgácsnélküli alakítással készít menetet az anyag szövetszerkezetének átvágása nélkül. Átmenő és zsákfuratban egyaránt alkalmazható, de lényeges az anyag rugalmassága.

A TIVOLY FLASH-CUT menetformázók új generációja 15%-kal kisebb nyomatékot igényel!
Csúcsminőségű porkohászi gyorsacél, innovatív geometria és optimalizált poligon teszi még jobbá FLASH CUT menetformázót. Hatékony menetgyártás minimum 10% fajlagos nyúlású és maximum 1200 N/mm2 szakítószilárdságú anyagoknál: acél, korrózióálló acél, titán, alumínium réz, hosszú forgácsot adó sárgaréz, stb. Ha fúrásnál az anyag hosszú folyamatos forgácsot ad, akkor alkalmas menetformázásra.
régi
 új
új
-15% nyomaték
A menetformázás előnyei:
- Nincs forgácsképzés, biztonságosabb a folyamat.
- Nagyobb pontosság.
- Jobb felületminőség.
- Nagyobb tehetbírású lesz a menet.
- Nagyobb termelékenység és élettartam.
A menetformázó szerszám:
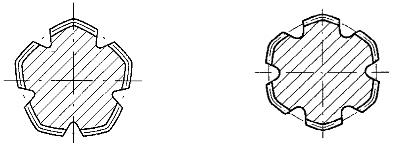
A menetformázó szerszám külső méretei megegyeznek a menetfúróéval (DIN 371, DIN 374, DIN 376), ami lehetővé teszi, hogy akár hagyományos, akár CNC gépen a menetfúró helyén használjuk. A fő különbség az, hogy nincsenek forgácsoló élei, hanem a körköröshöz közeli enyhén poligon alakja van, ami jól bevált a képlékeny menetalakításhoz. Az ötvözött és korrózióálló acélhoz való menetformázók felületén a tengellyel párhuzamosan kenőhornyokat találunk.

Menetformázó alumíniumhoz:
HSSEE porkohászati gyorsacél
TiN bevonattal (keménység: 2300 HV, hőállóság: 600°C),
kenőhorony nélkül

Menetformázó acélhoz:
HSSEE porkohászati gyorsacél
TIN bevonattal (keménység: 2300 HV, hőállóság: 600°C),
kenőhoronnyal

Menetformázó korrózióálló acélhoz:
HSSEE porkohászati gyorsacél
TICN bevonattal (Keménység: 3000 HV, hőállóság: 400°C),
kenőhoronnyal

Menetformázó TITÁNHOZ:
HSSEE porkohászati gyorsacél
NEBAR bevonattal (Keménység: 3000 HV, hőállóság: 800°C),
kenőhoronnyal
Előfúrás:
Az előfúrás lényeges tényező, ezért méretét és felületminőségét gondosan ellenőrizni kell.
A helyes előfúrási átmérőt a terméklapokról megnyitható táblázatból látjuk, de az alábbi képlettel is kiszámolhatjuk:
6H tűrésű menetekhez:
- Min.előfurat = névl.átmérő - (0,48 x menetemelkedés)
- Max:előfurat = névl.átmérő - (0,43 x menetemelkedés)
6G tűrésű menetekhez:
- Min.előfurat = névl.átmérő - (0,46 x menetemelkedés)
- Max:előfurat = névl.átmérő - (0,41 x menetemelkedés)
Az előfúrási átmérő bfolyásolja a kapott menetprofilt:
|
Csonka profil |
Helyes profil |
Túlzott profil |



Javaslat:
Célszerű süllyesztést tenni a furat elejére és végére, hogy elkerüljük az anyag felgyüremlését.

A kúpsüllyesztéshez való szerszámokat (akár egy műveletben a furat elején és végén) lásd a Sorjázás oldalon.
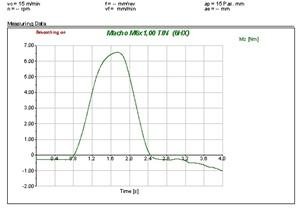
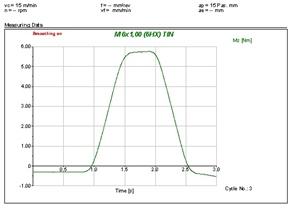
Nyomaték:
A menetformázás nyomatéka magasabb, akár kétszerese is lehet a menetfúrásénak. A nyomaték 2xD-nél hosszabb menetek formázásánál jelentős lehet. A formázás nyomatéka viszont állandó, szemben a menetfúráséval, ahol a nyomaték a szerszámkopással növekszik.

|
1 - új menetfúró
2- kopott menetfúró 3 - menetformázó |
A formázás sebessége
Az optimális sebességet alkalmazásonként kell beállítani. Általános irányérték, hogy a formázás sebessége 50%-kal magasabb lehet a menetfúrásénál.
Kenés:
A súrlódás miatt nagy hő keletkezik, ezért fontos a szerszám felületének jó kenése. Általában a nagy nyomást elviselő olajok ajánlottak. Fontos, hogy a kenőanyag adagolása folyamatos legyen, mert száraz érintkezés esetén az anyag hamar feltapad a szerszámra.







